Oリング
| 外観 | 原因 | 対策 | |
|---|---|---|---|
| 現象 | 状態 | ||
| 外観 | 原因 | 対策 | |
|---|---|---|---|
| 現象 | 状態 | ||
| ね じ れ |
Oリングが“ねじれ”て変形している。
|
運動速度が速い。 | Dリング、Xリング、リップパッキンに変更する。 |
| 偏心運動をしている。 | 偏心運動をなくす。 | ||
| しゅう動面粗さが不均一。 | しゅう動面の粗さを改善する。 | ||
| “ねじれ”て取付けられた。 | 取付けに注意する。(グリース塗布など) | ||
| 硬 化 |
“硬く”なり、曲げると“亀裂”が入る。
|
使用温度がゴムの耐熱限界を 越えている。 |
|
| 膨 潤 (軟 化) |
全体的に“柔らかく”、ブヨブヨに“膨らんで”いる。
|
シール対象物に対してゴム材料が適合していない。 | ゴム材料を見直す。 |
| 洗浄で使用した軽油、ガソリンなどの洗浄剤が機器に残っていて、Oリングが劣化する。 | 洗浄剤を除去する。 | ||
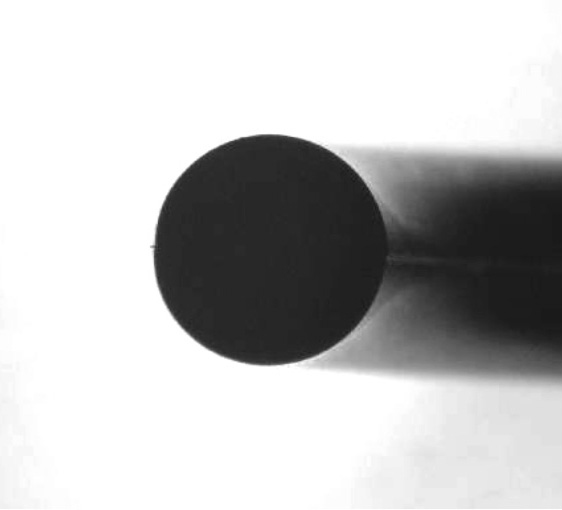
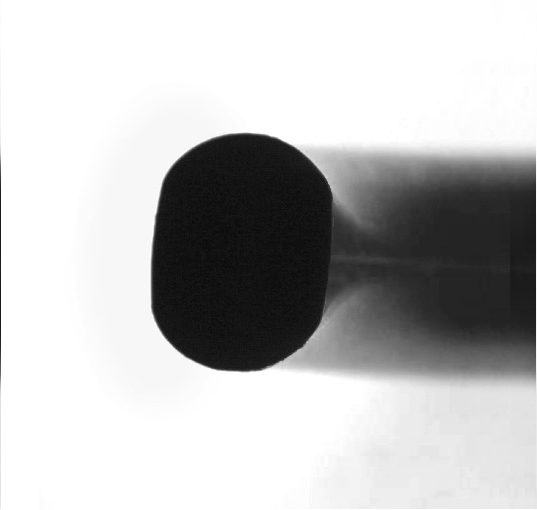
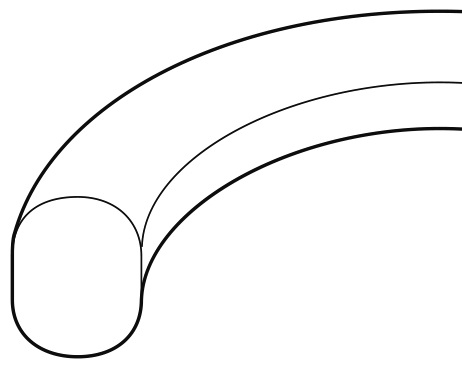
| へ た り |
Oリング断面が、溝にならった状態で“変形”している。
|
過大圧縮・高温・シール対象物の影響による複合作用。 |
|
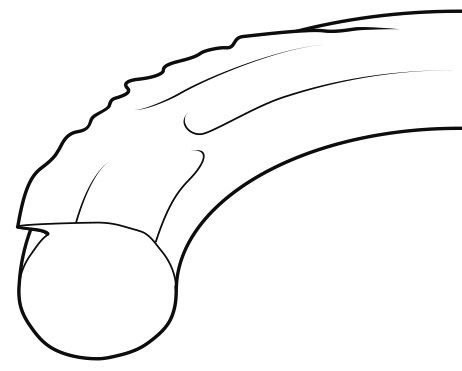
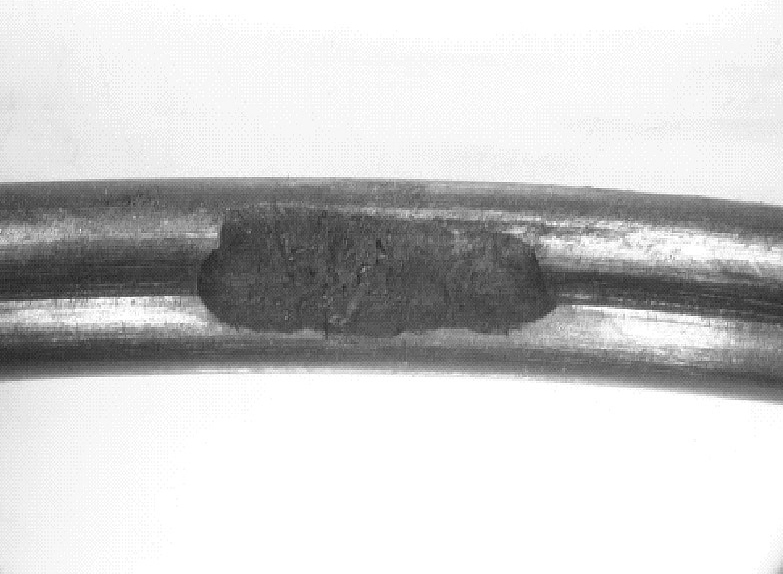
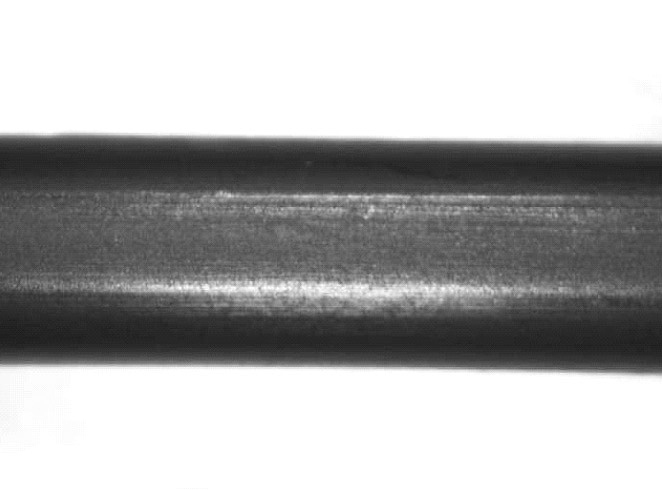
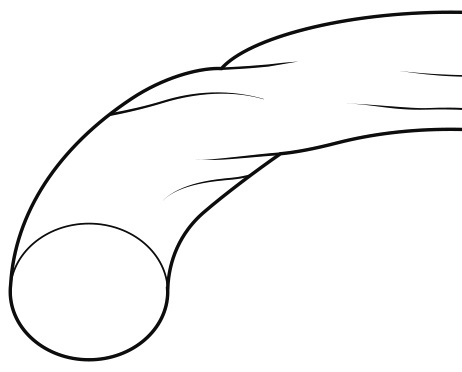
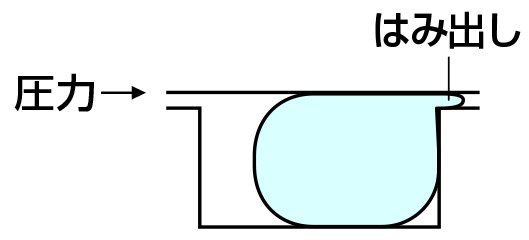
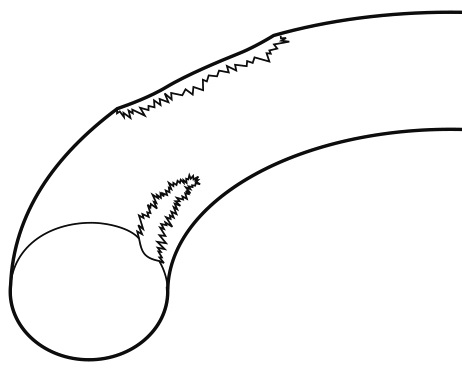
| はみ出し |
Oリングの全周または一部分が膜状に変形し、“ちぎれ”ている。
|
限界以上の圧力、すきま及び膨潤の影響による。
|
|
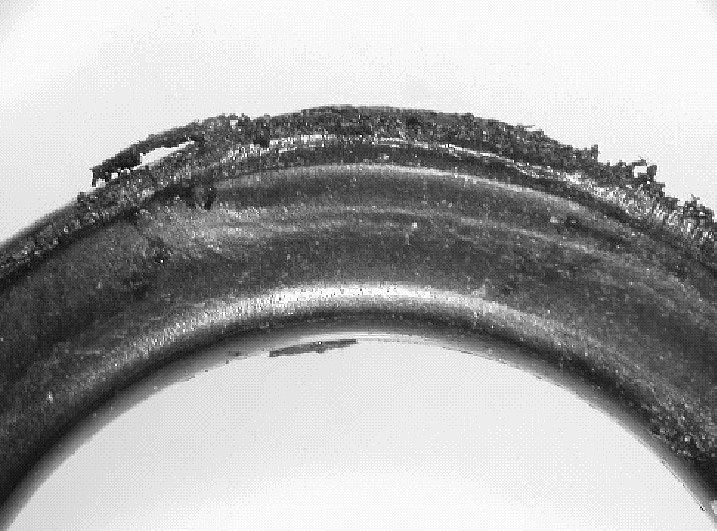
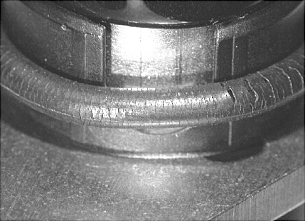
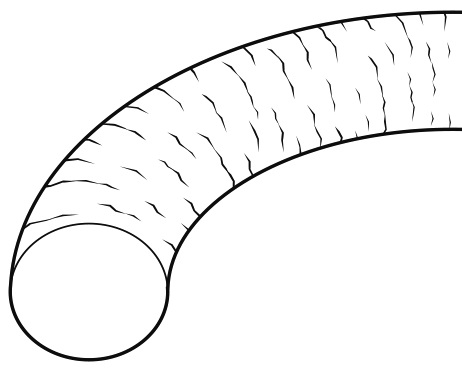
| むしれ かじり |
Oリングの外周または内周面がつぶし代分だけ切り取られているか、または部分的にえぐり取られたようになっている。
|
円筒端面または軸端面の面取りが不充分な状態で無理に組み込んだ。 | 適正な面取りを行う。 |
| Oリングの太さに比べて溝が規定以上に浅い状態で無理に装着した。 | 溝寸法の見直しを行う。 | ||
| 取り付けるとき、穴・ねじ部・端部などで欠損した。 |
|
||
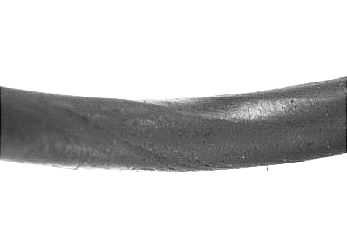
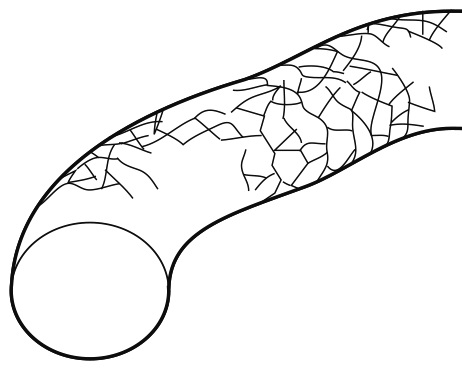
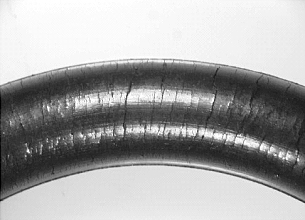
| オゾンクラック |
Oリング表面全体にひび割れ状の“亀裂”を生じている。
|
Oリングを伸ばした状態で空気中に放置したため、オゾンの影響で表面に“亀裂”が生じた。 |
|
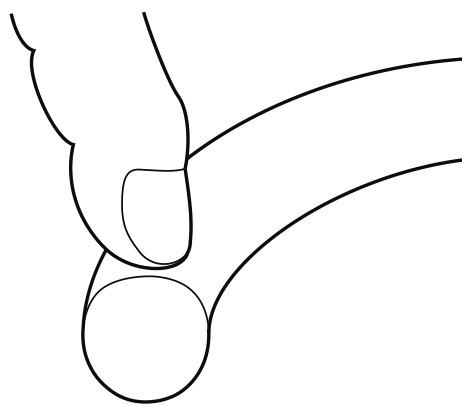
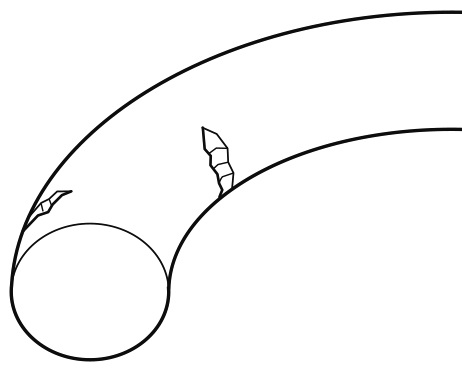
| 傷 |
Oリングの外周または内周面にこすれによる“傷”が発生している。
|
Oリング装着時にねじ山などでOリング内(外)周面に“傷”が発生した。 | 装着時、ねじ山部などにOリングが直接当たらないように組込み治具を使用する。 |
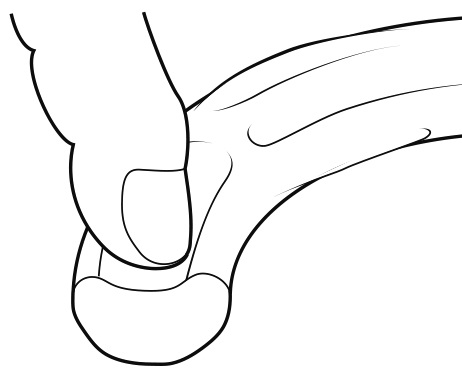
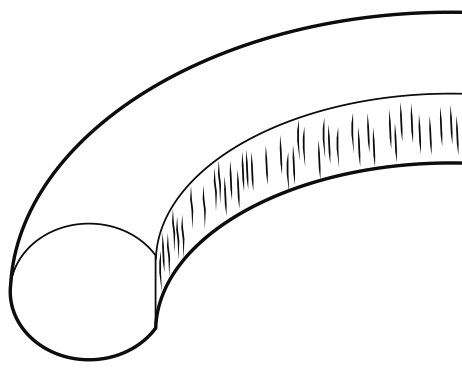
| 摩 耗 |
Oリング接触部に“摩耗”が発生している。
|
相手面の表面仕上げが粗い場合、圧力変動により“摩耗”を生じる。 | 相手面粗さを規定どおりにする。詳細はカタログ14ページをご参照ください。 |
| 潤滑が不十分。 | 潤滑をよくする。 | ||
| ダスト、金属粉などの異物が入っている。 | 異物を除去し、フィルターやダストシールを用いる。 | ||