オイルシール
オイルシールの選定手順は?
オイルシールの型式の選定方法は?
オイルシールは、どのくらいの周速・圧力・温度まで使用可能か?
型式により異なります。
カタログ10~15ページの使用許容範囲の目安をご参照ください。
オイルシールの偏心許容量は?
型式により異なります。
カタログ 10~15ページの使用許容範囲の目安をご参照ください。
オイルシールの使用環境温度範囲の目安は?
軸が回転した時の温度上昇は?
カタログ 18ページをご参照ください。
食品機械・航空機機器・原子力関係機器・鉄道・医療器具など、特殊用途のオイルシールは?
特別な管理が必要となる場合が多いので、ご購入窓口にご相談ください。
オイルシールのゴム材料の選定方法は?
金属環、ばねのSUS仕様の手配方法は?
一部の製品についてはSUSばね仕様がありますので、SUSばね仕様紹介カタログ151~154ページでご確認ください。
なお、こちらのページに記載がない場合は、専用設計品となりますので、ご購入窓口へご相談ください。
軸の表面粗さ・加工方法・寸法公差などは?
下表をご参照ください。
加工方法の良い例・悪い例については、カタログ34~35ページをご参照下さい。
軸の設計仕様
| 型式 仕様項目 | SC、SB、TC、TB、TCK、VC、VB、KC、KB、TCV、TCN、TCZ、SBB、大径SB、大径TB、MG | TCJ、SA1J、VAJ、KA3J | TC4、TB4 | QLFY |
|---|---|---|---|---|
| 材質 | 機械構造用炭素鋼 | |||
| 表面硬さ | 30HRC以上 | 50HRC以上 | 30HRC以上 | |
| 表面粗さ | (0.32〜0.1)μm Ra (2.5〜0.8)μm Rz |
(0.2〜0.05)μm Ra (1.6〜0.4)μm Rz |
(3.2〜1.6)μm Ra (12.5〜6.3)μm Rz |
|
| 加工方法 | 送りをかけない グラインダ仕上げ |
熱処理後、硬質クロムメッキを施し、研磨後、バフ仕上げ | 機械加工 | |
| 寸法公差 | JIS h9 | JIS h8 | ||
- リップ材料がシリコーンゴムの場合は、軸の表面粗さを(1.6~0.6)μm Rzに加工してください。
- 軸の加工方法の詳細については、43ページの“適切な軸の加工方法”をご参照ください。
- 30HRC以上の硬さを得るためには、一般的に熱処理が必要です。
本カタログの表面粗さの表記は、JIS B 0601:2001に準拠しています。
軸の材質は?
機械構造用炭素鋼をお奨めします。
その他の材質はカタログ30ページ〈表6-2〉をご参照ください。
軸の硬さは?
一般のオイルシールは30HRC以上をお奨めします。J型オイルシールは50HRC以上としてください。
詳細はカタログ30~32ページをご参照ください。
軸の加工は?
送りをかけないグラインダ仕上げをお奨めします。
軸の加工痕に方向性があると、漏れの原因になるためです。
詳細はカタログ34~35ページをご参照ください。
軸端面の加工は?
面取り加工をしてください。リップ部の傷の発生やスプリング外れを防ぐためです。
具体的な寸法・粗さはカタログ31ページ 〈表6-3〉・〈表6-4〉 をご参照ください。
外周金属タイプと外周ゴムタイプの使い分けは?
ハウジングの材質によって使い分けます。
鋼や鋳鉄であれば外周金属、外周ゴムのいずれのオイルシールも使用できます。
軽合金や樹脂の場合は外周ゴムのオイルシールをご使用ください。軽合金や樹脂は熱膨張係数が大きいため温度上昇に伴ってハウジング穴の寸法変化が発生し、外周金属のオイルシールでは、はめあい部からの漏れや抜け出しが生じるおそれがあります。
ハウジングの内面粗さ・穴の寸法公差は?
下表をご参照ください。
ハウジングの設計仕様
| 型式 仕様項目 | SC,SB,TC,TB,TCK,VC,VB,KC,KB, TCV,TCN,TCZ,TC4,TB4, TCJ,SA1J,VAJ,KA3J, SBB,大径SB,大径TB,QLFY |
|
|---|---|---|
| 材質 | 熱膨張係数小さい金属(例:機械構造用炭素鋼) | |
| 内面粗さ | 外周金属オイルシール | (3.2~0.4)μm Ra (12.5~1.6)μm Rz |
| 外周ゴムオイルシール | (3.2~1.6)μm Ra (12.5~6.3)μm Rz |
|
| 寸法公差 | 呼び寸法 400mm以下 | JIS H8 |
| 呼び寸法 400mmを超え | JIS H7 | |
ハウジングの形状・抜け止めは?
MG型オイルシールのハウジング形状は?
カタログ41ページ〈表6-10〉をご参照ください。
O型オイルシールのハウジング形状は?
カタログ42ページ〈表6-11〉をご参照ください。
VR型、Z型オイルシールのハウジング形状は?
カタログ43ページ〈表6-12〉をご参照ください。
オイルシールの保管期限は?
下表をご参照ください。
| 製 品 | 材 料 | 保管期限 |
|---|---|---|
| ゴム単体品 | ニトリルゴム(NBR) | 10年 |
| アクリルゴム(ACM) | 20年 | |
| シリコーンゴム(VMQ) | 20年 | |
| ふっ素ゴム(FKM) | 20年 | |
| ゴム焼付品 | ニトリルゴム(NBR) | 10年 |
| アクリルゴム(ACM) | 10年 | |
| シリコーンゴム(VMQ) | 10年 | |
| ふっ素ゴム(FKM) | 10年 |
- 上記に示す保管期限は、倉庫の中で直射日光・高温・高湿を避け、標準包装状態で保管されているものが対象となります。
- ゴム焼付品の金属部に発生する錆は、保管環境に大きく左右されるため、本表の対象外となります。
- 長期保管品の使用にあたっては、錆のないことをご確認ください。
- ゴム製品の表面に白い粉が出てくること(ブルーム現象)がありますが、性能には影響ありません。
組付け時のオイルシールの向きは?
下図をご参照ください。
【オイルシールの向き】
ZF・ZT型オイルシールの組付けの向きは?
下図をご参照ください。
-
ZF型
(大気側)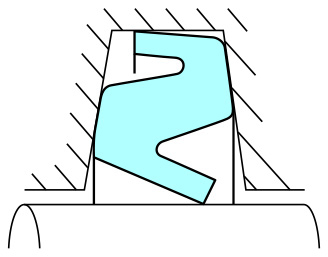
-
ZT型
(大気側)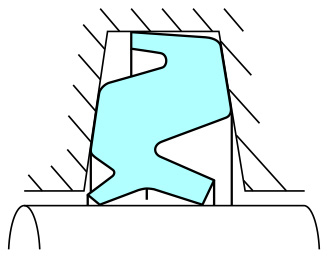
オイルシールのハウジングへの組込み方法は?
カタログ46~47ページをご参照ください。
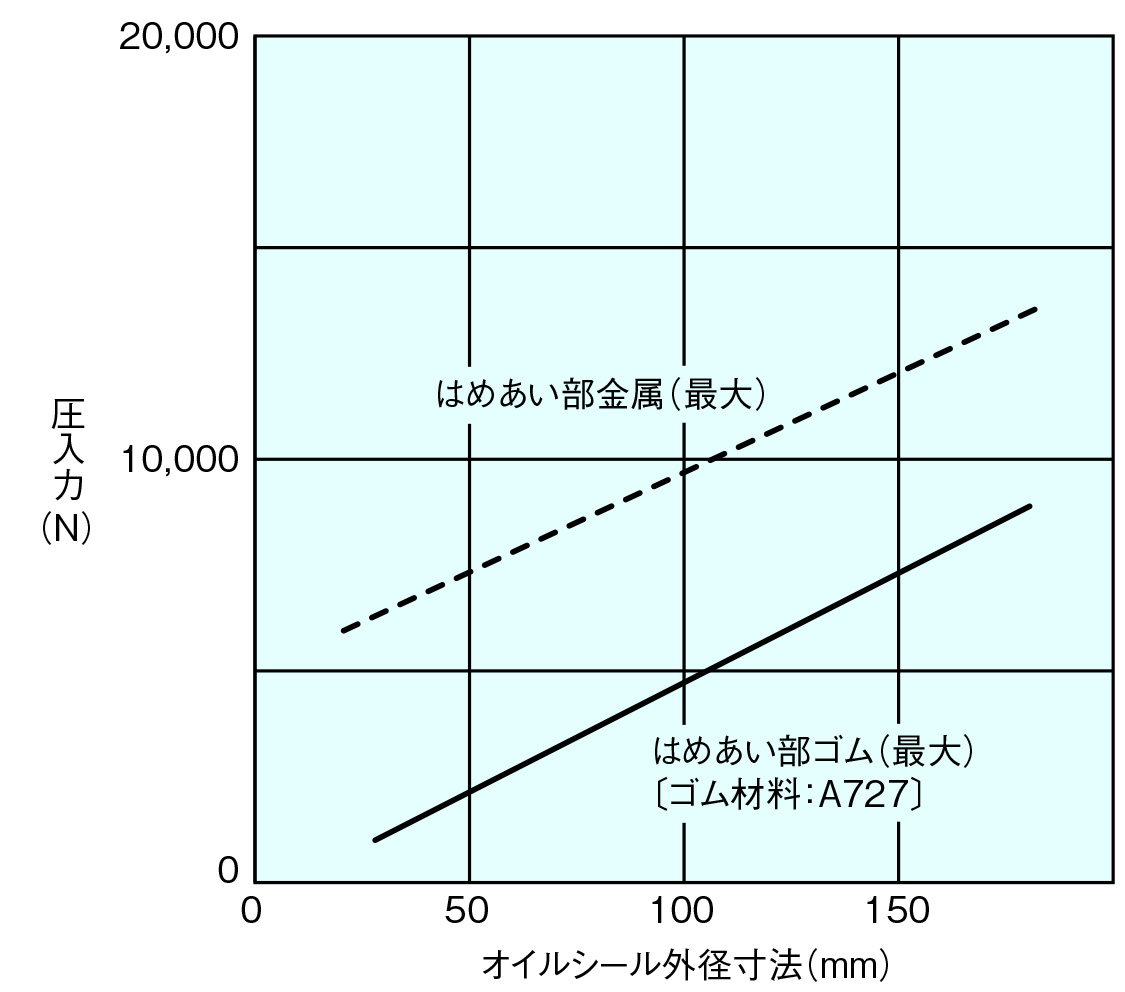
オイルシールの圧入に必要な力は?
下図をご参照ください。
【圧入力の目安(100mm/minの場合)】
オイルシールの取扱いは?
保管する際は入荷した時の包装を開封せず高温多湿を避けてください。
オイルシールを扱う際には素手や軍手でではなく、毛羽の出ない清浄な手袋をご使用ください。
キズ、錆の発生、ダストの付着など漏れの原因となる懸念があるため、リップ先端やバネなど内周部には触れないでください。
詳細はカタログ44ページをご参照ください。
オイルシール組付け前の準備は?
組付け直前まで開封しないでください。ダストなどが付着しない環境で開封し、リップ部に薄くグリスを塗布してください。
オイルシールを扱う際には素手や軍手でではなく、毛羽の出ない清浄な手袋をご使用ください。
キズ、錆の発生、ダストの付着など漏れの原因となる懸念があるため、リップ先端やバネなど内周部には触れないでください。
詳細はカタログ45ページをご参照ください。
オイルシールに軸を挿入する際の注意点は?
カタログ48~49ページをご参照ください。
取外したオイルシールを再使用できますか?
できません。
必ず新しいオイルシールと交換してください。
オイルシールを交換しようとしたら軸が摩耗してくぼんでいました。
どうしたらよいですか?
新しいオイルシールのリップ先端と軸との接触部が、摩耗部から2mm程度ずれるようにしてください。
その際にハウジング穴にオイルシールがきちんと装着されていることを確認してください。
軸のオイルシール摺動部が摩耗しました。
どの程度の深さになったら補修したらよいですか?
一般的に摩耗深さ50μm以上になると油漏れが発生しやすくなるので、補修することをお奨めします。
リップにPTFE材を使用するオイルシール(SA1J型、VAJ型、KA3J型)の取扱いは?
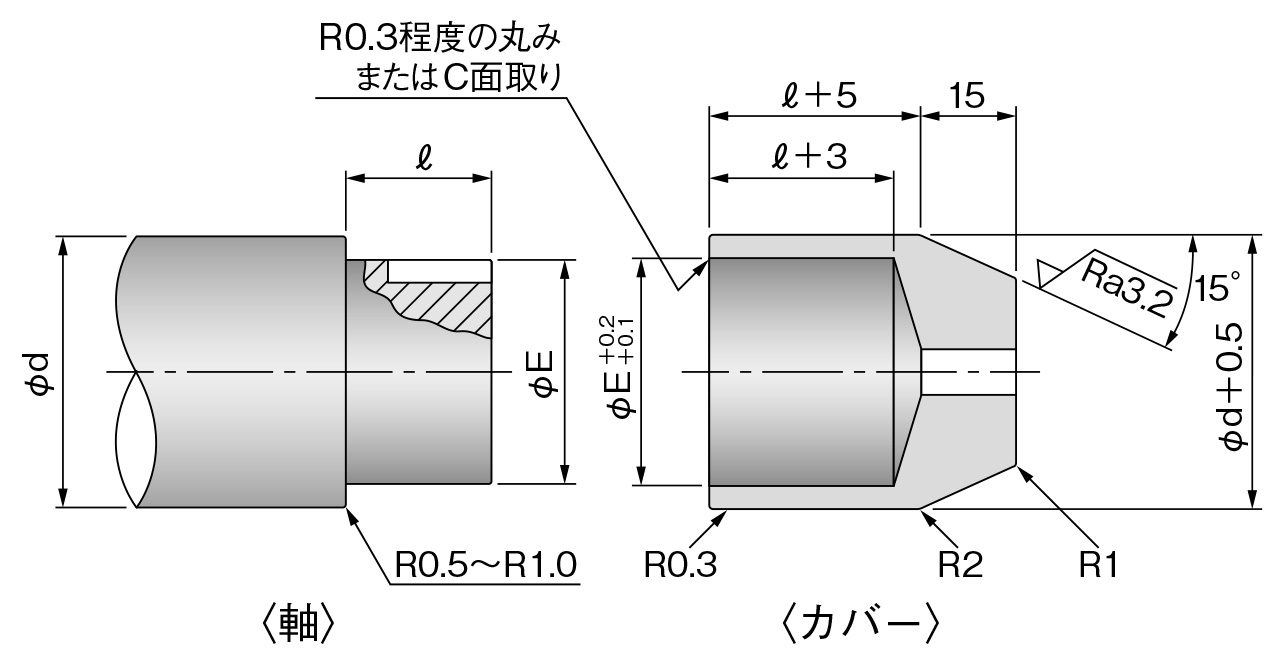
J型(レアフロン)オイルシールは、合成ゴムリップのオイルシールに比べ、リップ先端部に“きず”がつきやすいため、軸への装着には以下の点にご注意ください。
①軸端に“かえり”や“きず”がないことを確認してください。
②軸にキー溝やスプラインのある場合は、〈図7-13.〉に示すような挿入治具を必ずご使用ください。
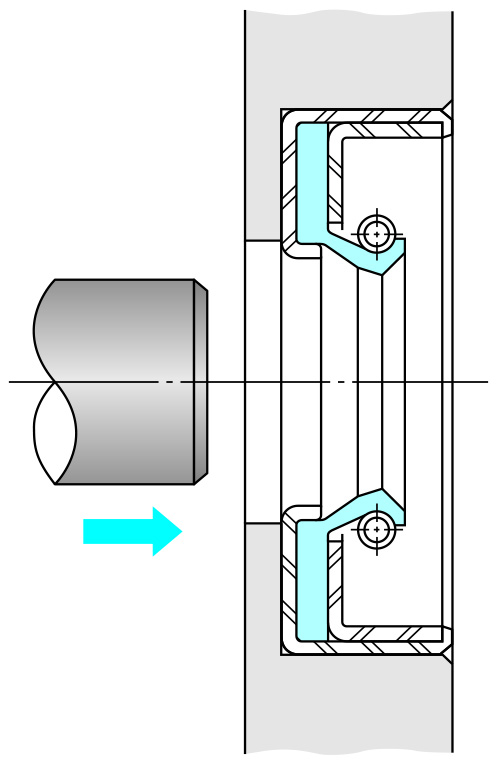
③軸を挿入するときは、できるだけ〈図7−14.〉に示す方向としてください。
-
〈図7−13.〉 キー溝やスプラインがある場合のカバー
-
〈図7−14.〉 軸の挿入方向
QLFY型オイルシールの取扱いは?
スリーブとオイルシールを一体にした形状ですので、一体で組み込んでください。
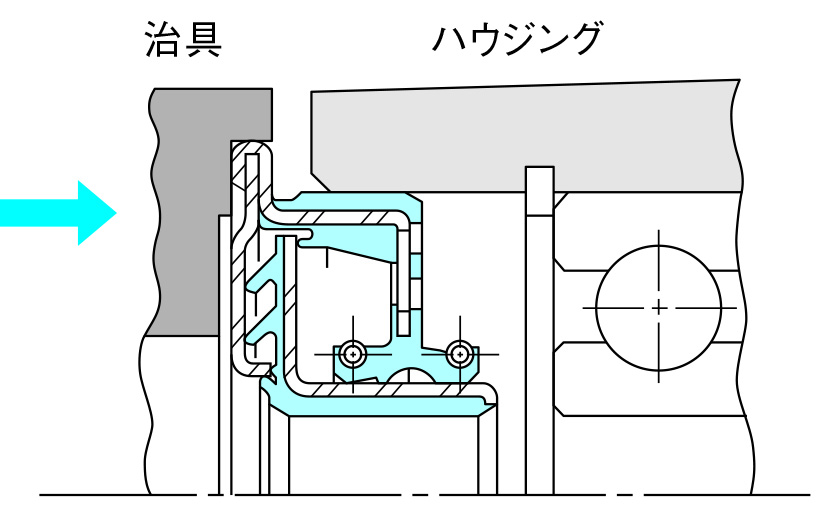
①ハウジング穴に圧入する時は、下図①のような治具を用いて組み込んでください。
②ハウジングに装着した後、下図②のように軸を挿入してください。
-
①ハウジングへの圧入
-
②軸の挿入
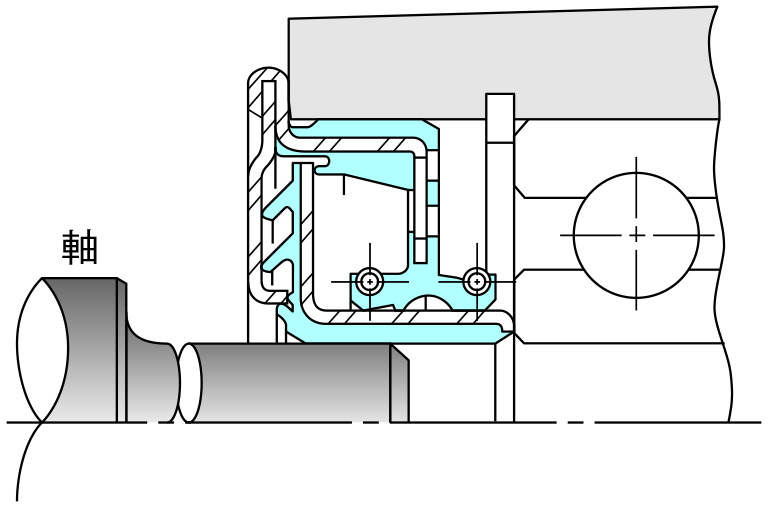
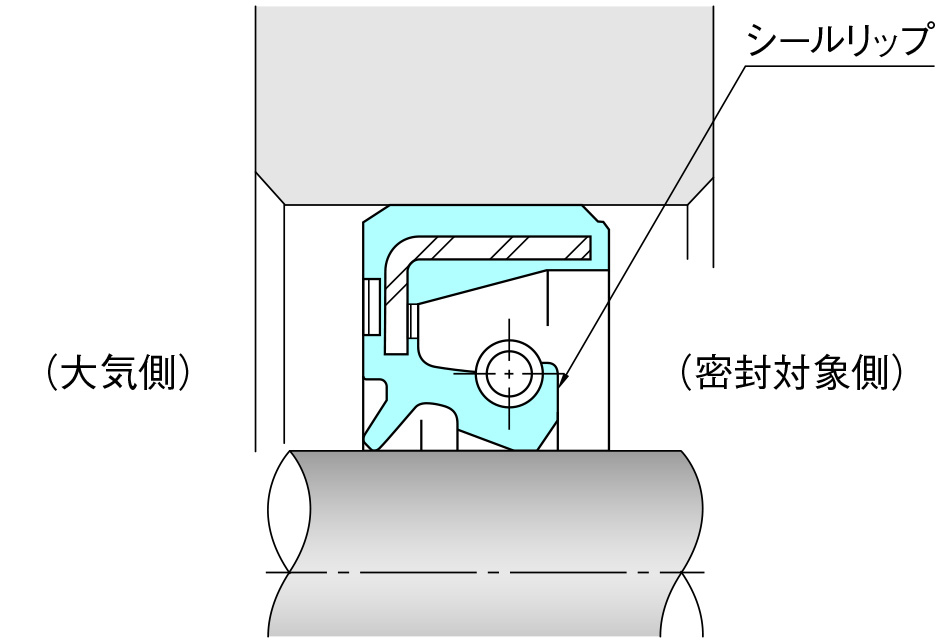
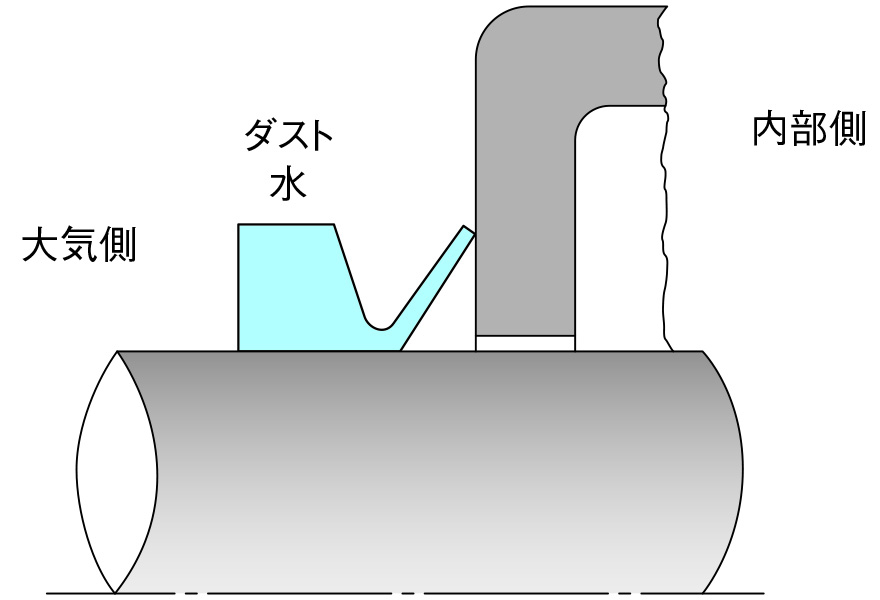
VR型オイルシールの組付けの向きは?
下図のとおり、密封対象物がリップ部の外周側になるように取り付けてください。
組付け時は、リップ部しゅう動面にグリースを薄く塗布するようにしてください。
なお、内周固定面には油、グリースなどの塗布は不要です。
-
【密封対象物が大気側の場合】
-
【密封対象物が内部側の場合】
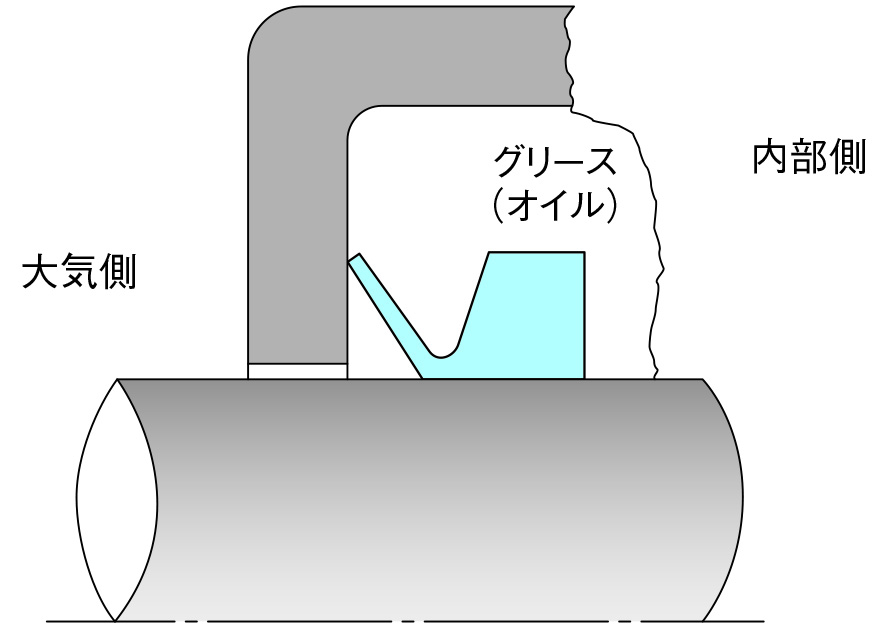
大径オイルシールの取付けは?
必ず下図のような治具を使用して全周を均一に挿入してください。
【ハウジングへの組込み方法】
MG型オイルシールの取付けは?
切断方法・組込み方法はカタログ52ページをご参照ください。
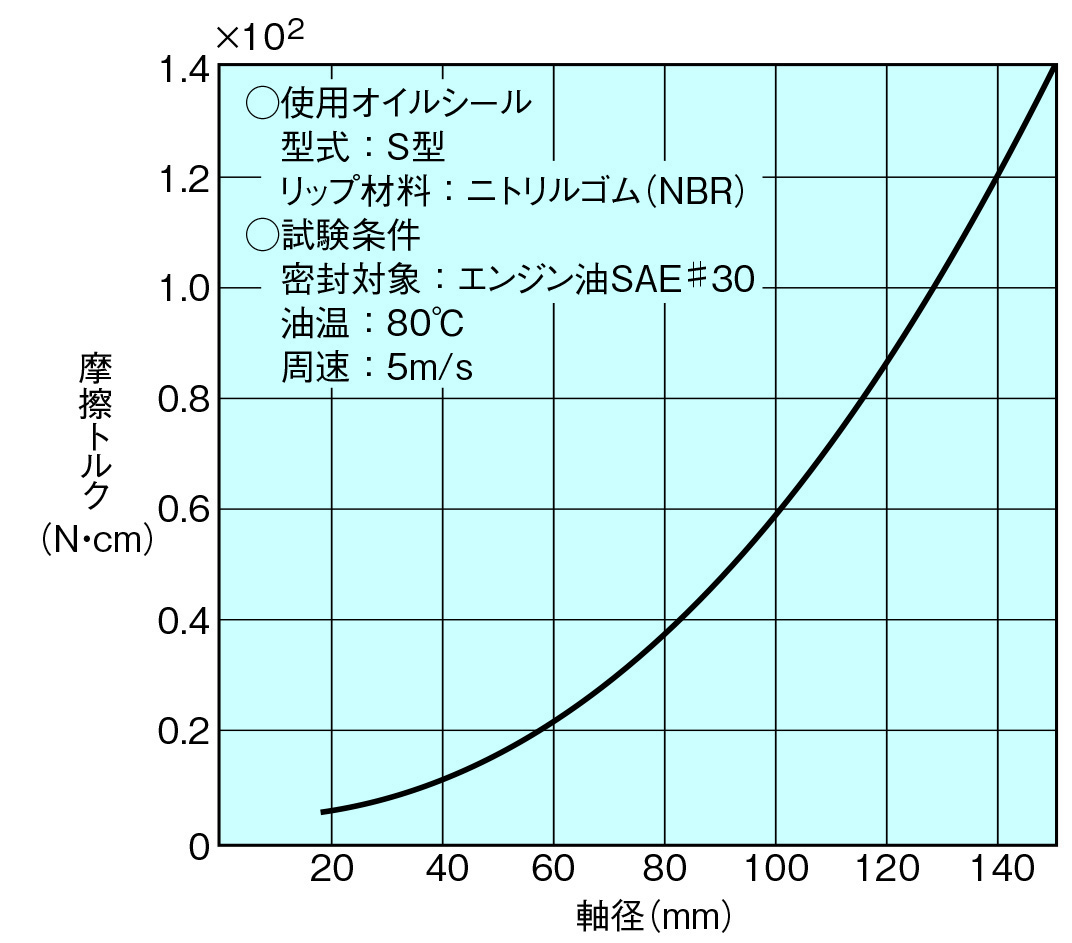
オイルシールの摩擦トルクは?
下図をご参照ください。
【軸径と摩擦トルクの関係(目安)】
オイルシールの周速の計算方法は?
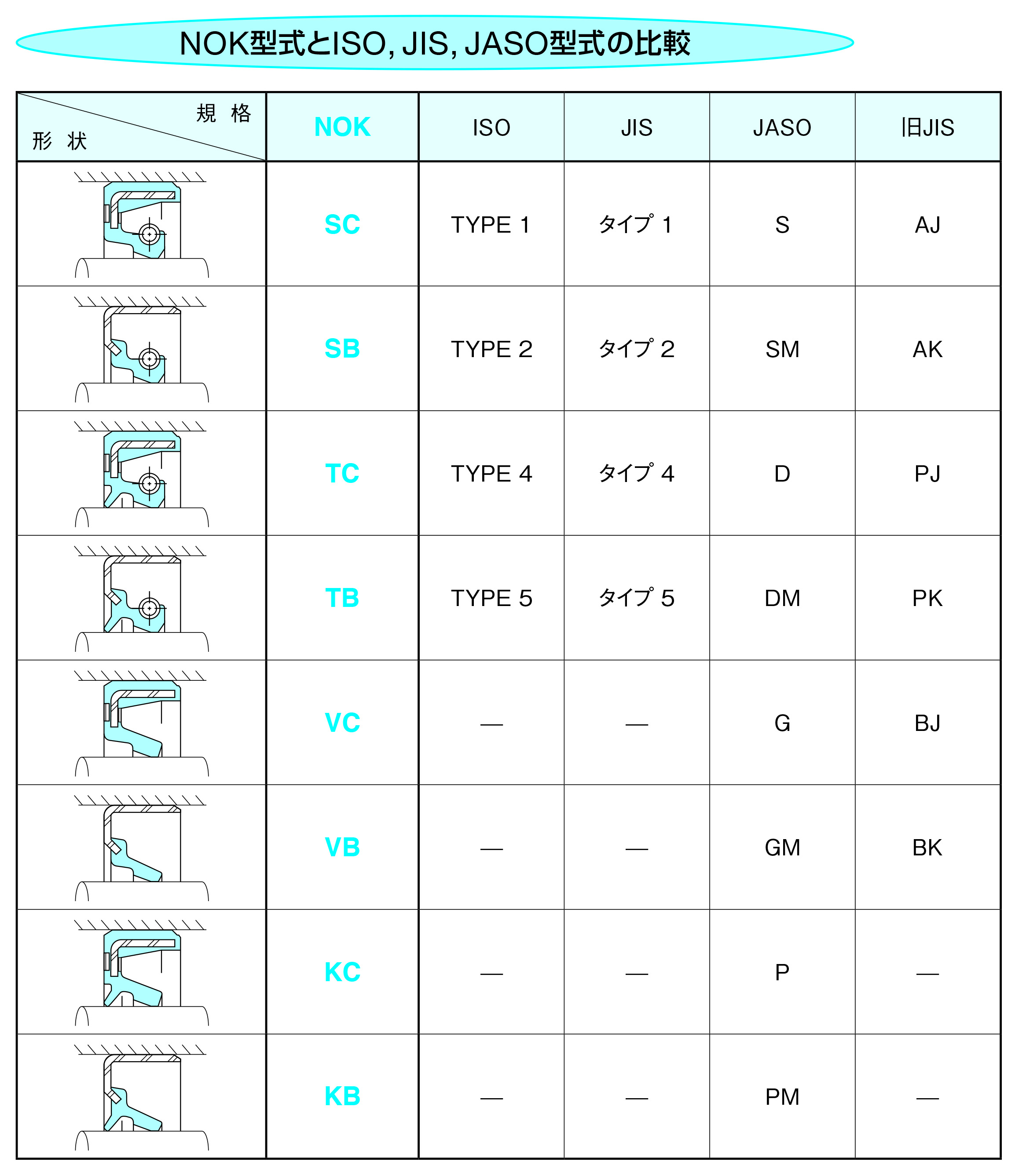
オイルシールのNOK型式とISO規格、JIS規格、JASO規格の型式との関連は?
下表をご参照ください。